射出成形機・押出機・スクリュー・シリンダー・金型、各部品の設計製作から、その後のメンテナンスまで総合的にサポートする リーディングカンパニー

焼け・コンタミ削減スクリュー設計(不良率削減と生産性向上)
射出成形機 押出機
スクリューのデザイン設計による異物による不良率削減と生産性の向上
問題点と目的
| 成形不良は樹脂の化学的特性を解析することにより、成形不良のメカニズムが明らかになります。 その知見を基にスクリューのデザインを設計することにより、圧倒的な不良率の削減が必ず可能になります。 |

国内における樹脂成形の不良の原因としては、加水分解・熱分解による焼けコンタミ不良が、約70%という驚異的な数値を示しています。不良率の削減は成形メーカー様において最大の課題だと考えております。すなわち、不良率の削減は生産性の向上と共に、利益の向上に繋がります。渡辺製作所では現在使用しているスクリューのデザインを一から見直し、不良率を削減して生産性の向上が見込めるスクリューのデザインを設計し多くのお客様に提案させていただきました。
現在、樹脂の進歩により自動車部品、航空機のエンジン分野などの重要保安部品にも数多く使用されるようになりました。それに伴いあらゆる種類が増え、スクリューのデザインもそれに追随していかなければならないと考えております。渡辺製作所では化学メーカーと15年程前からタイアップしており、化学メーカーの樹脂に関する膨大なデータなどを基にあらゆる樹脂の特性を踏まえ、科学的根拠を基に成形の問題点を解決するスクリューを数多く設計・製作いたしました。多くのデザインスクリューを設計・製作することにより、樹脂成形における重要なことが分かりました。それは単純なことですが樹脂の完全溶融です。しかし、スクリューのデザイン設計において、樹脂の特性などをご理解されないと樹脂の完全溶融を維持するスクリューを設計することはできません。それぞれ特性の違う樹脂ですが、樹脂の溶融が正しく行わなければ焼けコンタミの問題は解決できます。
渡辺製作所のスクリューのデザイン設計は樹脂特性の知見を基に、鋼材の選定や体積比、スクリュー溝の谷底Rなど細かい部分も考慮しています。また、下記は渡辺製作所のオリジナルデザインを設計・製作にするにあたっての鋼材の選定や各部分の基本コンセプトを紹介したものであります。
1.鋼材の選定
樹脂の流れを阻害させないためには、樹脂滑りの良い(高摺動タイプ)鋼材の選択が、非常に重要なファクターになります。熱処理後高硬度ですべりの高い鏡面性のすぐれた鋼材を選択すべきです。また、コーティング処理による強化は一時的なものと考えコーティングが取れてしまえば効果はなくなり不良品の増加に繋がります。また、再コーティングの費用などを考えますと新規スクリュー製作時に樹脂の特徴に合った鋼材選定をするほうが、費用対効果は上がります。
2.スクリューのデザイン設計
1.Feedzone(供給部)のデザイン
供給部では圧縮部で完全溶融をさせるために、樹脂に正しく熱を伝えてやることが重要です。
供給部の谷径の深さや、供給部の長さが重要です。供給部での熱伝導が不完全ですと、樹脂が圧縮部の入り口の急圧縮部分での滞留が原因となり、前記の様々な問題の原因となります。そのため渡辺製作所では供給部で樹脂に熱を伝えるため長さを全体の50%確保します。また、径が小さいスクリューでは可変ピッチ等を使用することにより樹脂に対して正しい熱伝導が行えるデザインにもします。圧縮部における完全溶融のためのバックアップ部分として重要な部分として考えています。
2.Compressionzone(圧縮部、テーバー可塑部)のデザイン
供給部で、ある程度溶融がバックアップされた樹脂を圧縮部のテーパーゾーンにて完全溶融をさせることが重要です。圧縮部での完全溶融が行わなければ、滞留の原因となり、混練不足やガス・水分が前方に行ってしまいます。そこで、渡辺製作所ではクリアランスを小さくし、溶融された樹脂や溶融直前の樹脂だけが前に流れるデザインを設計します。また、圧縮部で急圧縮が掛りますと樹脂が滞留し焼けの原因となりますので、ゆるやかなに圧縮をした方が望ましいです。それにより樹脂のカサ密度が増し、ガス・水分が後に逃げるようになり製品への混入が防げます。圧縮部での完全溶融は、スクリューデザインの設計において最も重要な箇所です。
3.Metarlingzone(均一溶融部、計量部)のデザイン
計量部では圧縮部で完全溶融された樹脂を均一に溶融することにより、製品の品質を向上させることが目的です。渡辺製作所ではこのような解釈から均一溶融部と呼んでいます、この部分での無駄な混練は製品の劣化を招くためスムーズな輸送能力を発揮するデザインが必要です。
4.三点部品のデザイン
スクリューのデザインが完璧でも、三点部品のデザインが悪いとこの部分が不良の原因を生むことがあります。樹脂の滞留を防ぐことが重要ですから、スクリューから送り出されてくる樹脂に対し、チェックリングとシートリングの隙間を大きくし、スムーズに輸送することが可能なデザインが必要です。また、チェックリングの内径とスクリューヘッドの外径とのクリアランスも考える必要があります。通過量が少ないと樹脂はフンヅマリをおこし、焼けなどの原因になります。他にチェックリングとシリンダーのクリアランスを極力小さくすることも注意しなければならないと思われます。チェックリングとシートリングの接触面精度もポイントです。
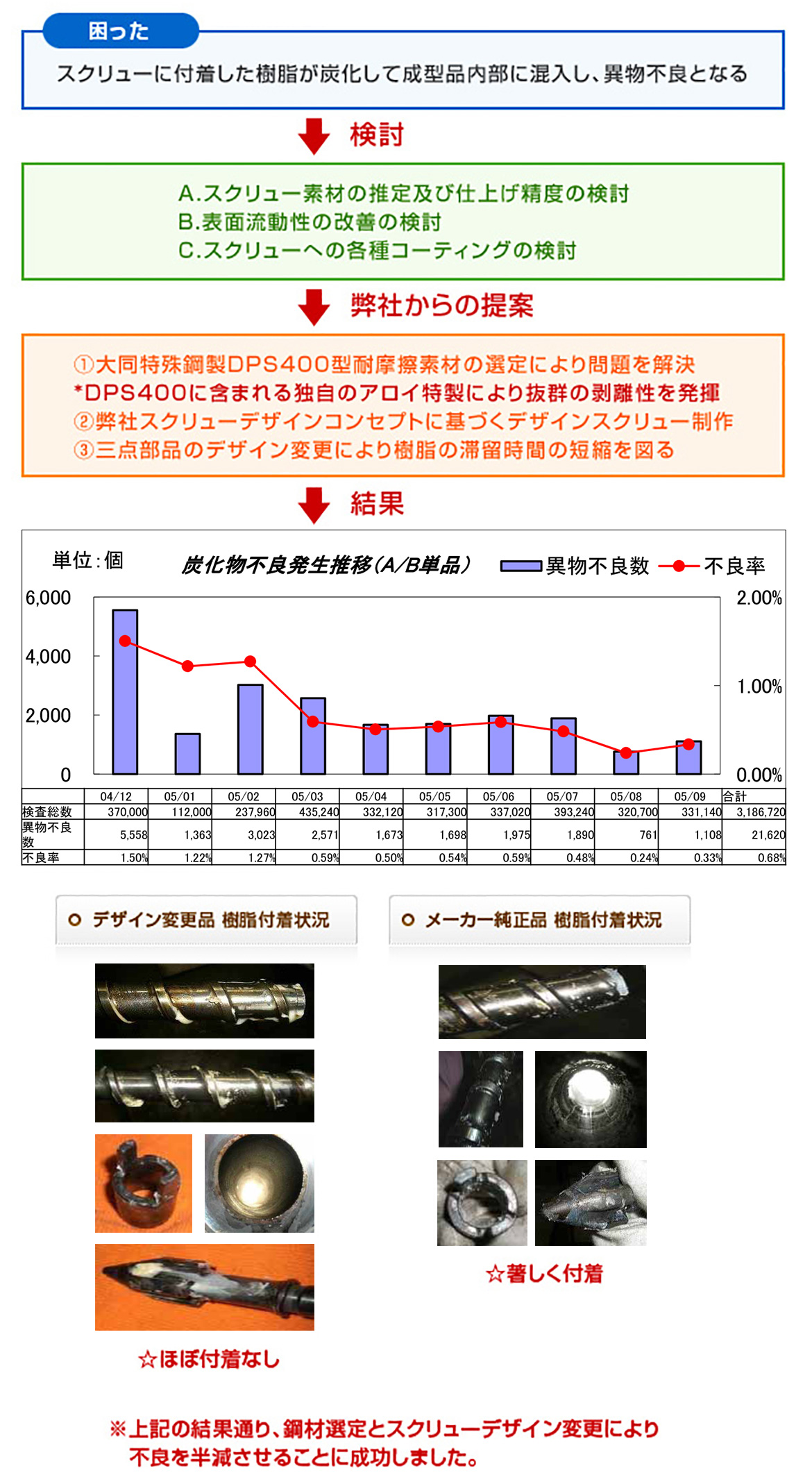
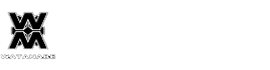
スクリューデザインにおけるコンタミ不良削減の実例
成型品:自動車用コネクター 樹脂:芳香族ナイロン