
射出成形機・押出機・スクリュー・シリンダー・金型、各部品の設計製作から、その後のメンテナンスまで総合的にサポートする リーディングカンパニー

高混錬スクリュー設計
射出成形機 押出機
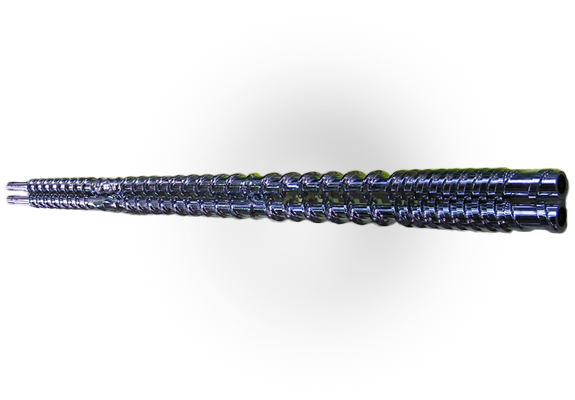
スクリューのデザイン設計による高混練成形


問題点と目的
| 成形において混練の問題を解消することは、難しくありませんが、混練方法を間違ってしまうと焼け・コンタミ、製品の劣化に繋がってしまいます。渡辺製作所は数多くの混練問題をスクリューデザインの変更により解決してきました。 |

成形の問題として混練不足による不良の問題を数多くお聞きします。混練不足の解消はスクリューにミキシング構造を設けることにより解消できることは知られていることです。
しかし、このミキシング構造の選択を誤ると、焼け・コンタミ、製品の劣化に繋がってしまいます。また、スクリューのデザイン変更の場合はFeedzone(供給部)、Compressionzone(圧縮部、テーパー可塑部)、Metarlingzone(均一溶融部、計量部)のバランス、ボリューム圧縮比(VCR)、有効長(L/D)も重要な要素です。ノズル部分でのミキシング構造を設けることも有効な手段ですが、スクリューで混練・溶融が理論通り行えれば、ノズル部分でのミキシングは不要であると考えています。早いサイクルで混練・溶融が行えれば、無駄なミキシングは焼けの原因と考えているからです。渡辺製作所ではサイクルを短縮しても混練・溶融が行えるデザインにこだわっております。
例えばマスターバッチ2%のPPを成形する場合、単軸シングルフライトですと通常の場合色ムラ不良が起きます。そこで一般的には、ダルメージ、マドック、ピン付きタイプなどのミキシング部分をスクリューに組み込みます。どのミキシング構造を用いても色ムラ・溶融は向上しますが、選定の理由を明確にしておかないと焼け・コンタミなど他の成形不良に繋がってしまいます。また、スクリューの有効長(L/D)も大きく取ることも良いのですが、既存の成形機や押出機を使用するのであれば、限界があります。
そこで渡辺製作所では各ミキシング構造を分析し混練・溶融を向上し、尚且つ焼け・コンタミ不良を起こしにくいデザインとしてボリューム圧縮比を考慮し、ミキシング部分はダブルフライトを推奨し、数多くの混練・未溶融問題を解決してきました。
下記は渡辺製作所の混練・溶融向上のオリジナルデザインを設計・製作にするにあたっての鋼材の選定や各部分の基本コンセプトを紹介したものであります。
1.鋼材の選定
混練・溶融の向上は考える場合、デザインの前に鋼材の選定も考えなければなりません。樹脂の流れを阻害させないで溶融させなければ安定した成形は望めません。この問題にかかわらず、樹脂成形の基本ですが、樹脂滑りの良い(高摺動タイプ)鋼材の選択が、非常に重要なファクターになります。
2.混練・溶融向上のスクリューのデザイン設計においてのポイント
1.ミキシングの設定
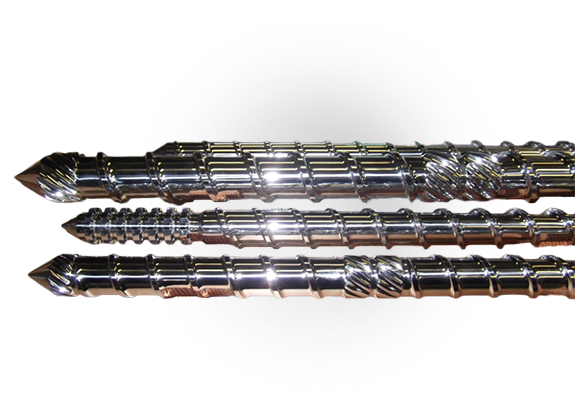
焼け・コンタミ不良、ハイサイクル、吐出量を考えた場合、ミキシング構造は設けないのが良いのですが、色ムラ・溶融対策としては必要な要素になってきます。渡辺製作所ではこの焼け・コンタミ、製品の劣化、サイクルタイム、押出機の場合は吐出量のことを考慮し、ダブルフライトによる混練が最適であると考えています。ダルメージ・マドックタイプは混練向上ではなく、樹脂を滞留させて、の結果色ムラ・溶融をさせているだけで、樹脂を輸送しながら送り出している訳ではありません。ダルメージ・マドックタイプを使用した場合は焼け・コンタミ不良が上がります。ダブルフライトはシングルフライト間にフライトを設ける構造ですので、輸送しながら混練を上げるデザインとなり樹脂の滞留による製品不良はダルメージ・マドックタイプに比べ少なくなります。
2.ボリューム圧縮比(CVR)
従来のスクリューデザインの考え方では、圧縮比が重視されてきました。しかし、圧縮比はスクリューの形状が同じとして考えた場合は目安となります。しかし、実際は各ゾーン(メーターリング、コンプレッション、フィード)の長さやデザインが異なりますので、単純にメータリングゾーンとフィードゾーン高低差だけで圧縮比を出すだけでは不十分です。そこで渡辺製作所では1リードに対しての樹脂量を基準としてボリューム圧縮比で考え、デザインスクリューの設計をとします。ボリューム圧縮比が高い場合は色ムラ・溶融の問題は解決できますが、高すぎますと滞留を起こしやすくなります。ミキシングの選定の項目でのダルメージ・マドックタイプの考え方と同様で樹脂の滞留により結果的に解消されているだけですので、焼け・コンタミ不良は増加してしまいます。また、ボリューム圧縮比が低すぎると、樹脂の圧力が少なすぎ、この状態も滞留を起こし焼け易くなります。また、押出機の場合は吐出量が低くなります。
ボリューム圧縮比はスクリュー径、L/Dを考慮し設定しなければなりません。
渡辺製作所の高混練スクリューはFeedzone(供給部)、Compressionzone(圧縮部、テーパー可塑部)、Metarlingzone(均一溶融部、計量部)のバランスを考え、的確なボリューム圧縮比を設定し、ダブルフライトによる混練向上デザインを推奨しています。